

WPC கதவு சட்ட உற்பத்தி வரிசையில் ஏன் தோல்வியுற்ற நுரை?
WPC கதவு பிரேம் தயாரிப்பில் நுரை அல்லாத பிரச்சனையை தீர்ப்பதற்கான தீர்வுகள்
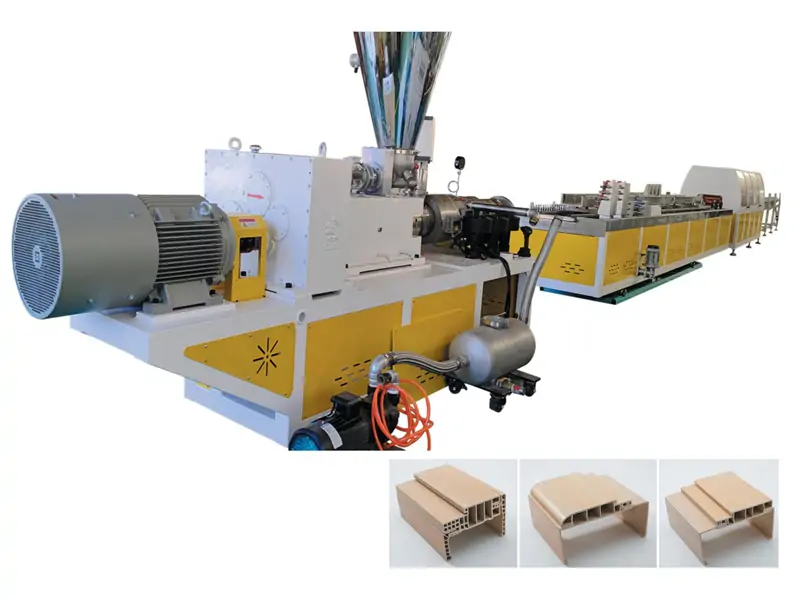
யோங்டேWPC கதவு சட்ட உற்பத்தி இயந்திரம்நுரைக்கும் தொழில்நுட்பத்தைப் பயன்படுத்தி PVC-மர கலவைப் பொருட்களிலிருந்து உயர்தர கதவு சட்டங்களை உருவாக்குகிறது. PVC மேட்ரிக்ஸ் மற்றும் மர இழைகளின் கலவையை கச்சிதமாகச் செய்ய, துல்லியமான வெப்பநிலைக் கட்டுப்பாட்டு தொகுதிகள் மற்றும் சிறப்பு ஸ்க்ரூ அமைப்புகளை ஒருங்கிணைக்கிறது இந்த நவீன-கலை உபகரணங்கள். இதற்கிடையில், அதன் foaming அமைப்பு கூட செல் விநியோகத்திற்கு உத்தரவாதம் அளிக்கிறது, இது கட்டமைப்பு வலிமை மற்றும் வெப்பம் இரண்டையும் மேம்படுத்துகிறது - முடிக்கப்பட்ட கதவு பிரேம்களின் இன்சுலேடிங் பண்புகள்.
இருப்பினும், பல ஆபரேட்டர்கள் உற்பத்தியின் போது நுரை உருவாவதில் சிரமங்களை எதிர்கொள்கின்றனர், இதன் விளைவாக அதிகப்படியான தயாரிப்பு எடை மற்றும் அதன் விளைவாக அதிக உற்பத்தி செலவுகள் - சந்தை விலக்குக்கு வழிவகுக்கும் காரணிகள். பல வருட தொழில் அனுபவத்தின் அடிப்படையில், யோங்டே பொறியியலாளர்கள் நுரை உருவாக்கம் சிக்கலைத் தீர்க்க பின்வரும் தீர்வுகளைத் தொகுத்து பகுப்பாய்வு செய்துள்ளனர். கீழே விவரிக்கப்பட்டுள்ள காரணங்கள், மரம்-பிளாஸ்டிக் கதவு பிரேம்கள் வெளியேற்றும் போது ஏன் நுரை வரவில்லை என்பதை விளக்குகிறது மற்றும் சுய பரிசோதனையை மேற்கொள்வதற்கான படிகளை கோடிட்டுக் காட்டுகிறது.
I. உருவாக்கம் மற்றும் மூலப்பொருள் சிக்கல்கள் (மிகவும் பொதுவானது)
1. குறைபாடுள்ள அல்லது போதுமான நுரைக்கும் முகவர்
· நிகழ்வு: அச்சு வெளியேற்றத்தின் போது விரிவாக்கம் இல்லை; மிக அதிக அடர்த்தி; கடினமான அமைப்பு.
நுரைக்கும் முகவர் காரணங்கள் மற்றும் தீர்வுகள்
|
காரணங்கள் |
தீர்வு |
|
ஃபோமிங் ஏஜென்ட்டின் போதுமான அளவு இல்லை (AC/NC/OBSH) (சாதாரண வரம்பு: 100 கிலோ பிவிசிக்கு 0.8–1.5 கிலோ) |
ஒரு தொகுதிக்கு 0.2-0.3 கிலோ மூலம் foaming முகவர் அளவு அதிகரிக்க; 100 கிலோ பிவிசிக்கு 1.0-1.2 கிலோவாக படிப்படியாக சரிசெய்யவும்.
|
|
ஃபோமிங் ஏஜென்ட் ஹைக்ரோஸ்கோபிசிட்டி, கிளம்பிங், காலாவதி அல்லது சிதைவு செயல்திறனில் கூர்மையான சரிவை வெளிப்படுத்துகிறது. |
ஒரு புதிய தொகுதி foaming முகவர் மூலம் மாற்றவும் மற்றும் உலர்ந்த சூழலில் அதை சேமிக்கவும். |
|
ஆக்டிவேட்டர்கள் இல்லாததால் (ZnO அல்லது ZnSt போன்றவை) அதிகப்படியான அதிக சிதைவு வெப்பநிலை மற்றும் முழுமையற்ற சிதைவு ஏற்படுகிறது. |
சிதைவு வெப்பநிலையைக் குறைக்க, 0.1-0.3 கிலோ ZnO ஐ ஒரு ஆக்டிவேட்டராகச் சேர்க்கவும். |
2. சமநிலையற்ற ஃபோமிங் ரெகுலேட்டர் (எ.கா., ஏசிஆர் அல்லது ஃபோமிங் ரெகுலேட்டர்)
· நிகழ்வு: எந்த நுரையும் ஏற்படாது, அல்லது நுரையினால் கரடுமுரடான செல் அமைப்பு அல்லது செல் சரிவு ஏற்படுகிறது.
ஃபோமிங் ரெகுலேட்டரின் பயன்பாடு மற்றும் தீர்வு
|
நுரைக்கும் சீராக்கி |
பிரச்சனை விளக்கக்காட்சி |
தீர்வு |
|
போதிய அளவு இல்லை
|
குறைந்த உருகும் வலிமை → வாயுக்களை பிடிப்பதில் தோல்வி → நுரை அல்லது குமிழி முறிவு இல்லாதது |
1. நிலையான அளவு: 5–8 கிலோ (ACR530) 2. நுரை வரவில்லை என்றால்: உருகும் வலிமையை அதிகரிக்க, மாற்றியின் 0.5–1 பகுதியைச் சேர்க்கவும் 3. அப்போதும் நுரை வரவில்லை என்றால்: உருகும் பாகுத்தன்மையைக் குறைக்க, மாற்றியின் அளவை 0.3-0.5 கிலோ வரை குறைக்கவும். |
|
அதிகப்படியான அளவு |
அதிகப்படியான உருகும் பாகுத்தன்மை → கட்டுப்படுத்தப்பட்ட குமிழி விரிவாக்கம் → நுரை இல்லாமல் அதிக அடர்த்தி |
1. நிலையான அளவு: 5–8 கிலோ (ACR530) 2. நுரை வரவில்லை என்றால்: உருகும் வலிமையை அதிகரிக்க, மாற்றியின் 0.5–1 பகுதியைச் சேர்க்கவும் 3. அப்போதும் நுரை வரவில்லை என்றால்: உருகும் பாகுத்தன்மையைக் குறைக்க, மாற்றியின் அளவை 0.3-0.5 கிலோ வரை குறைக்கவும். |
ஓ
3. சமநிலையற்ற உயவு அமைப்பு (தவறான உள்/வெளிப்புற சீட்டு விகிதம்)
· நிகழ்வு: விரைவான அல்லது மெதுவான பிளாஸ்டிக்மயமாக்கல்; அச்சு வெளியேற்றத்திற்குப் பிறகு விரிவடைவதில் தோல்வி; இருண்ட மேற்பரப்பு.
நுரைக்கும் செயல்முறையில் லூப்ரிகேஷன் சிக்கல்கள் மற்றும் தீர்வுகள்
|
பிரச்சினை |
காரணம் |
விளைவு |
தீர்வு |
|
அதிகப்படியான உள் சறுக்கல் |
விரைவான பிளாஸ்டிக்மயமாக்கல் மற்றும் முன்கூட்டிய நுரை |
இறக்கும் போது அழுத்தம் வெளியீடு; இடிக்கும்போது நுரை வருவதில்லை |
உள் ஸ்லிப்பைக் குறைத்து, வெளிப்புறச் சீட்டை அதிகரிக்கவும் |
|
அதிகப்படியான வெளிப்புற சறுக்கல் |
குறைந்த உருகும் பாகுத்தன்மை மற்றும் மோசமான வாயு பொறி |
நுரை தோல்வி |
வழக்கமான மசகு எண்ணெய் விகிதம்: உள் சீட்டு (ஸ்டீரிக் அமிலம்) 0.5-0.9 கிலோ; வெளிப்புற சீட்டு (PE மெழுகு அல்லது OPE) 0.3-0.8 கிலோ |
|
போதுமான உராய்வு |
மோசமான பிளாஸ்டிக்மயமாக்கல், அதிக முறுக்கு, சீரற்ற வெப்பநிலை விநியோகம் |
முழுமையற்ற foaming முகவர் சிதைவு |
உள் சீட்டை அதிகரிக்கவும் மற்றும் வெளிப்புற சீட்டை குறைக்கவும் |
ஓ
4. அதிகப்படியான நிரப்பு, மர மாவு அல்லது மறுசுழற்சி செய்யப்பட்ட பொருள்
· நிகழ்வு: அதிகப்படியான உலர்ந்த பொருள்; ஏழை உருகும் ஓட்டம்; நுரை வருவதில் சிரமம்.
நிரப்பு பிரச்சனை மற்றும் தீர்வு
|
问题 |
解决方案 |
|
மொத்த நிரப்பு (மர மாவு + கால்சியம் கார்பனேட்) 180-220 கிலோவுக்கு மேல், அல்லது மறுசுழற்சி செய்யப்பட்ட பொருள் விகிதம்> 30-50%, அதிகப்படியான அதிக உருகும் வலிமை மற்றும் மோசமான வாயு பரவலுக்கு வழிவகுக்கிறது. |
மறுசுழற்சி செய்யப்பட்ட பொருள் விகிதத்தை ≤30% வரை கட்டுப்படுத்தவும்; மொத்த நிரப்பு உள்ளடக்கத்தை 150-200 கிலோவிற்குள் கட்டுப்படுத்தவும். |
|
உலர்த்தப்படாத மர மாவு (ஈரப்பதம் >2%) → வெப்ப உறிஞ்சுதலைக் குறைத்தல், பிளாஸ்டிசைசேஷன் குறைபாடு மற்றும் நுரை வருவதில் குறுக்கீடு. |
ஈரப்பதம் <0.5% அடைய 2-4 மணி நேரம் 80-120 ° C உலர் மர மாவு. |
ஓ
5. போதுமான அல்லது மோசமான தரமான வெப்ப நிலைப்படுத்தி
· நிகழ்வு: உள்ளூர் அதிக வெப்பமடைதல், மஞ்சள் நிறமாதல், முன்கூட்டிய நுரை முகவர் சிதைவு மற்றும் அச்சு வெளியேற்றத்தின் போது நுரை வருவதில் தோல்வி.
· தீர்வுகள்:
o • அதிக வெப்பநிலை நிலைத்தன்மையை உறுதிப்படுத்த, ஈய உப்பு அல்லது கால்சியம்-துத்தநாக நிலைப்படுத்தியை 4.5-6 கிலோவில் பயன்படுத்தவும்.
• முன்கூட்டிய சிதைவு மற்றும் உயவு ஏற்றத்தாழ்வைத் தடுக்க உறுதிப்படுத்தல் அமைப்பை மறுசீரமைப்பதைக் கருத்தில் கொள்ளுங்கள்.
II. வெளியேற்ற செயல்முறை அளவுருக்கள் (வெப்பநிலை / அழுத்தம் / திருகு வேகம்)
1. தவறான வெப்பநிலை சுயவிவரம் (முதன்மை செயல்முறை காரணம்)
· நுரை வராத வழக்கமான வெப்பநிலை சிக்கல்கள்:
வெப்பநிலை பிரச்சனை மற்றும் விளைவு
|
வெப்பநிலை பிரச்சனை |
பாதிக்கும் |
முடிவு |
|
பீப்பாய் வெப்பநிலை மிகவும் குறைவு |
நுரைக்கும் முகவர் சிதைவடையவில்லை |
நுரை இல்லை |
|
மிக அதிக முன் - மண்டல வெப்பநிலை |
முன்கூட்டிய நுரை |
உள் இறக்க அழுத்தம் இழப்பு; இடிக்கும்போது விரிவாக்கம் இல்லை |
|
போதுமான அச்சு குழி வெப்பநிலை |
மிகவும் கடினமான உருகும் |
குமிழ்கள் விரிவடைய முடியாது |
· பரிந்துரைக்கப்பட்ட வெப்பநிலை விவரக்குறிப்பு (கூம்பு இரட்டை திருகு எக்ஸ்ட்ரூடர்):
o • தீவன மண்டலம்: 140–155°C (முன்கூட்டியே நுரை வருவதைத் தடுக்க).
o • உருகும்/சுருக்க மண்டலம்: 160–175°C (ஃபோமிங் ஏஜென்ட் சிதைவு சாளரம்).
o • பீப்பாய் வால்/பட்டை மண்டலம்: 165–178°C.
· • இறக்க/வாய் இறக்க: 160–172°C (பேரல் வெப்பநிலையை விட 5–10°C குறைவு).
ஒவ்வொரு மண்டலத்திற்கும் பரிந்துரைக்கப்பட்ட வெப்பநிலை
|
மண்டலங்கள் |
வெப்பநிலை பரிந்துரை (அலகு:°C) |
குறிப்பு |
|
ஊட்ட மண்டலம் |
140-155 |
முன்கூட்டிய நுரை வராமல் தடுக்க |
|
உருகும்/சுருக்க மண்டலம் |
160-175 |
foaming முகவர் சிதைவு சாளரம் |
|
பீப்பாய் வால் / விளிம்பு மண்டலம் |
165–178 |
- |
|
இறக்கவும்/வாய் இறக்கவும் |
160–172 |
பீப்பாய் வெப்பநிலையை விட 5-10 ° C குறைவு |
· சரிசெய்தல் செயல்முறை:
1. • முதலில், வெப்பநிலையை 5-10 டிகிரி செல்சியஸ் உயர்த்தி, நுரை வருவதைக் கவனிக்கவும்.
2. • இன்னும் நுரை வரவில்லை என்றால்: உருகும் மண்டல வெப்பநிலையை 5-8 டிகிரி செல்சியஸ் அதிகரிக்கவும்.
3. • முன்கூட்டிய நுரை தோன்றினால்: தீவன மண்டல வெப்பநிலையை 5-10 டிகிரி செல்சியஸ் குறைக்கவும்.
2. திருகு வேகம்-உணவு பொருத்தமின்மை
திருகு வேக பிரச்சனை மற்றும் தீர்வு
|
திருகு வேக பிரச்சனை |
பிரச்சனை வெளிப்பாடு |
தீர்வு |
|
போதுமான திருகு வேகம் இல்லை |
மோசமான பிளாஸ்டிசேஷன் மற்றும் நீண்ட குடியிருப்பு நேரம் → முன்கூட்டிய நுரை அல்லது வாயு கரைதல் |
இயல்பான இயக்க வரம்பு: 18-28 rpm; நுரை அல்லாத நிலைமைகளுக்கு, வெட்டு மற்றும் பிளாஸ்டிசிங் செயல்திறனை மேம்படுத்த 3-5 rpm வேகத்தை அதிகரிக்கவும். |
|
திருகு வேகம் அதிகமாக உள்ளது. |
வெட்டு அதிக வெப்பம் மற்றும் விரைவான பிளாஸ்டிக்மயமாக்கல் → முன்கூட்டிய நுரை |
இயல்பான இயக்க வரம்பு: 18-28 rpm; முன்கூட்டிய நுரைக்கு, பிளாஸ்டிக்மயமாக்கலை தாமதப்படுத்த வேகத்தை 3-5 ஆர்பிஎம் குறைக்கவும். |
|
உணவளிக்கும் வேகம் மற்றும் வெளியேற்றும் வேகம் பொருந்தவில்லை
|
அழுத்தம் உறுதியற்ற தன்மை
|
இயல்பான இயக்க வரம்பு: 18-28 rpm |
ஓ
3. போதிய இன்ட்ரா-டை அழுத்தம்
· நிகழ்வு: அச்சு வெளியேற்றத்தின் போது விரிவாக்கம் இல்லை; அதிக அடர்த்தி.
· காரணங்கள்:
o • அதிகப்படியான இறக்க இடைவெளி; போதுமான சுருக்க விகிதம்; முன்கூட்டிய அழுத்தம் நிவாரணம்.
· தீர்வுகள்:
o • டை இடைவெளியை சரியான முறையில் குறைத்து தலை அழுத்தத்தை அதிகரிக்கவும்.
• வெற்றிட அமைப்பு கசிவுகள் அல்லது அதிகமாக வெளியேற்றப்படுவதை சரிபார்க்கவும்.
III. உபகரணங்கள் மற்றும் இறப்பு சிக்கல்கள்
இயந்திர பிரச்சனை மற்றும் தீர்வு
|
இயந்திர பிரச்சனை |
பிரச்சனை விளக்கம் |
தீர்வு |
|
எக்ஸ்ட்ரூடர் திருகு உடைகள் |
குறைக்கப்பட்ட சுருக்க விகிதம், மோசமான பிளாஸ்டிக்மயமாக்கல், குறைந்த அழுத்தம் |
திருகு மாற்றவும் அல்லது சரிசெய்யவும் |
|
தவறான வெப்பநிலை கட்டுப்பாடு |
உண்மையான வெப்பநிலை காட்டப்படும் மதிப்பிலிருந்து>10°C ஆல் விலகுகிறது |
தெர்மோகப்பிள்களை மறுசீரமைக்கவும் |
|
மோல்ட் ரன்னர் வடிவமைப்பு |
இறந்த மண்டலங்கள், பொருள் குவிப்பு அல்லது சீரற்ற வெப்பநிலை விநியோகம் |
மெருகூட்டவும், சுத்தம் செய்யவும் மற்றும்/அல்லது வெப்பமூட்டும் பட்டைகளைச் சேர்க்கவும் |
|
வெளியேற்ற/வெற்றிட அமைப்பு |
அதிகப்படியான உறிஞ்சுதல் → நுரைக்கும் வாயுவை அகற்றுதல் |
வெற்றிட அழுத்தத்தைக் குறைக்கவும் |
IV. விரைவான சரிசெய்தல் படிகள் (முன்னுரிமையின்படி)
1. மெட்டீரியல் ஸ்ட்ரிப் பகுப்பாய்வு:
o • அச்சு வெளியேற்றத்திற்குப் பிறகு முழு விரிவாக்கமின்மை → போதுமான நுரை முகவர், சிதைக்கப்படாத நுரை முகவர் அல்லது அதிகப்படியான குறைந்த வெப்பநிலை.
o • உள்ளே குமிழி உருவாவது இறக்கும் ஆனால் சிதைந்த பிறகு விரிவாக்கம் இல்லை → முன்கூட்டிய நுரை (அதிகமான முன்-மண்டல வெப்பம் அல்லது அதிகப்படியான உள் சீட்டு).
2. மருந்துச் சரிபார்ப்பு:
o • foaming agent + Activator டோஸ் போதுமானதா?
o • ஃபோமிங் ரெகுலேட்டர் டோஸ் 5-8 கிலோவிற்குள் உள்ளதா?
o • உள் சீட்டு அதிகமாக உள்ளதா?
o • மறுசுழற்சி செய்யப்பட்ட பொருள் அல்லது நிரப்பு உள்ளடக்கம் அதிகமாக உள்ளதா?
3. ஒற்றை அளவுரு சரிசெய்தல் (ஒரு நேரத்தில் ஒரு அளவுருவை மட்டும் மாற்றவும்):
o படி 1: உருகும் மண்டல வெப்பநிலையை +5-10°C வரை உயர்த்தவும்; கவனிக்க.
o படி 2: ஃபோமிங் ரெகுலேட்டரை +0.5 கிலோ அதிகரிக்கவும்.
o படி 3: உள் ஸ்லிப்பை –0.2 கிலோ குறைக்கவும், வெளிப்புற ஸ்லிப்பை +0.2 கிலோ அதிகரிக்கவும்.
o படி 4: திருகு வேகத்தை +3–5 ஆர்பிஎம் மூலம் அதிகரிக்கவும்.
4. சோதனை மற்றும் சரிபார்ப்பு:
o • ஒவ்வொரு சரிசெய்தலுக்குப் பிறகு, மாதிரி எடுப்பதற்கு முன் 10-15 நிமிடங்களுக்கு வெளியேற்றத்தை நிலைப்படுத்தவும்.
• அடர்த்தி, செல் அமைப்பு (துளை சீரான தன்மை) மற்றும் மேற்பரப்பு அளவிடுதல் ஆகியவற்றை மதிப்பீடு செய்யவும்.
· மர-பிளாஸ்டிக் கதவு பிரேம்களுக்கான பரிந்துரைக்கப்பட்ட சூத்திரம் (100 கிலோவிற்கு PVC):
o • foaming agent (AC): 1.0–1.2 kgs + ZnO: 0.2 kgs
o • ஃபோமிங் ரெகுலேட்டர்: 6–7 கிலோ
o • உள் மசகு எண்ணெய் (ஸ்டீரிக் அமிலம்): 0.6–0.8 கிலோ
o • வெளிப்புற மசகு எண்ணெய் (PE மெழுகு): 0.4–0.6 கிலோ
o • நிரப்பு (உலர்ந்த அடிப்படையில்): 60-80 கிலோ
o • மறுசுழற்சி செய்யப்பட்ட பொருள்: ≤30%
தொடர்புடைய செய்திகள்
- தேங்காய் மட்டையை WPC டெக்கிங்காக மாற்றுவதற்கான சோதனை
- அதிக மகசூல் மற்றும் ஆற்றல்-சேமிப்பு மரப் பொடியை நசுக்குதல் மற்றும் அரைக்கும் இயந்திரம்: யோங்டே ஐரோப்பிய வாடிக்கையாளரின் ஆன்-சைட் செயல்திறனை ஏற்றுக்கொண்டது
- ஐரோப்பிய வாடிக்கையாளர்களுக்கான உயர் செயல்திறன் WPC கிரானுலேட்டர்
- 50 மிமீ திடமான தடிமனான பேனல்களுக்கான பிளாஸ்டிக் லம்பர் எக்ஸ்ட்ரூஷன் லைன்
- யோங்டே இந்திய வாடிக்கையாளருக்கான சாலிட் ஃபோம் டபிள்யூபிசி டோர் ஃபிரேம் எக்ஸ்ட்ரூஷன் லைனை நிறைவு செய்கிறது
- Yongte பிளாஸ்டிக் மரம் வெட்டுதல் இயந்திரம் வெவ்வேறு வடிவங்கள் மற்றும் அளவுகளில் பிளாஸ்டிக் மரக்கட்டைகளை உருவாக்க முடியுமா?
எனக்கு ஒரு செய்தி அனுப்பு











