

நான்கு-குழி பிளாஸ்டிக் சுயவிவர வெளியேற்றக் கோட்டின் சமநிலையற்ற வெளியேற்ற வேகத்தைத் தீர்ப்பதற்கான தொழில்நுட்ப தீர்வு
நான்கு-குழி பிளாஸ்டிக் சுயவிவர வெளியேற்றக் கோட்டின் சமநிலையற்ற வெளியேற்ற வேகத்தைத் தீர்ப்பதற்கான தொழில்நுட்ப தீர்வு
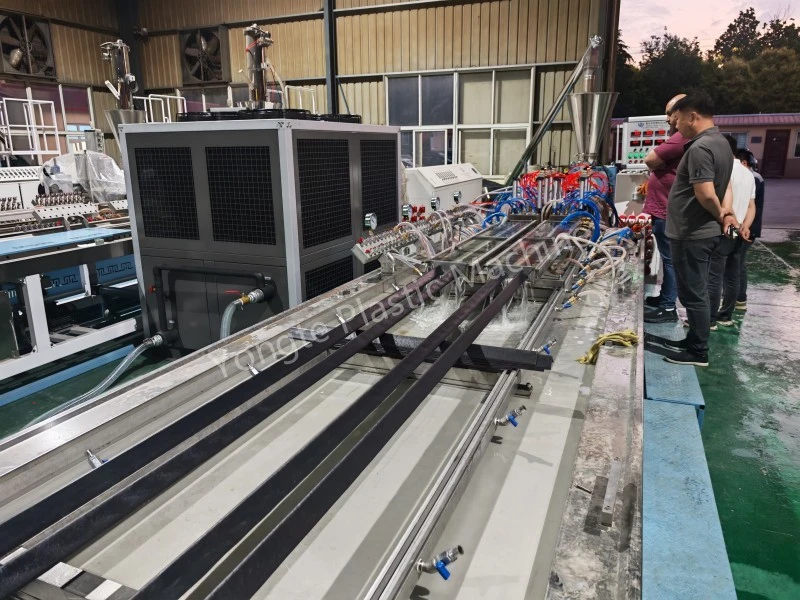
நான்கு குழி பிளாஸ்டிக் சுயவிவரத்தை வெளியேற்றும் உற்பத்தி செயல்பாட்டில், நான்கு குழிகள் மத்தியில் சமநிலையற்ற வெளியேற்ற வேகம் ஒரு பொதுவான தொழில்நுட்ப பிரச்சனை. இந்தச் சிக்கல் நேரடியாக சீரற்ற தயாரிப்பு பரிமாணத் துல்லியம், சீரற்ற சுவர் தடிமன், குறைபாடுள்ள சுயவிவரங்கள் மற்றும் உற்பத்தி விளைச்சலைக் குறைத்து, வெகுஜன உற்பத்தியின் நிலைத்தன்மையையும் செயல்திறனையும் தீவிரமாகக் கட்டுப்படுத்துகிறது. உண்மையான உற்பத்தி பொருட்கள் மற்றும் வாடிக்கையாளர்களின் தயாரிப்பு விவரக்குறிப்புகளின் அடிப்படையில், Yongte பொறியியல் குழு நான்கு குழி சுயவிவரங்களின் சீரற்ற இயக்க வேகத்தின் சிக்கலை முழுமையாகத் தீர்க்க, நான்கு குழி வெளியேற்றக் கோடுகளின் உயர்-துல்லியமான, நிலையான மற்றும் ஒத்திசைவான உற்பத்தியை உணர்ந்து, இலக்கிடப்பட்ட தொழில்முறை உகந்த இறக்க மற்றும் ஆதரவு அமைப்பு வடிவமைப்பு திட்டத்தை உருவாக்கியுள்ளது.
1. தொழில்நுட்ப சிக்கல்களின் பின்னணி
பாரம்பரிய ஒருங்கிணைந்த நான்கு-குழி வெளியேற்ற இறக்கங்கள் ஒரு ஒருங்கிணைந்த வெப்பமாக்கல் மற்றும் ஓட்டக் கட்டுப்பாட்டு அமைப்பைப் பின்பற்றுகின்றன. சீரற்ற உருகும் ஓட்டம் விநியோகம், டை லோக்கல் பகுதிகளில் வெப்பநிலை விலகல் மற்றும் செயலாக்க அசெம்பிளி பிழைகள் போன்ற காரணிகளால் பாதிக்கப்படுவதால், நான்கு துவாரங்களின் வெளியேற்ற வேகம் தொடர்ச்சியான உற்பத்தியின் போது சீரற்ற தன்மைக்கு ஆளாகிறது. துவாரங்களுக்கு இடையிலான வேக விலகல் சுயவிவரத்தை உருவாக்கும் வேகம் மற்றும் குளிரூட்டும் சுருக்கம் ஆகியவற்றில் வேறுபாடுகளுக்கு வழிவகுக்கும், இதன் விளைவாக வார்ப்பிங், உருமாற்றம், சகிப்புத்தன்மையற்ற அளவு மற்றும் முடிக்கப்பட்ட பொருட்களின் சீரற்ற மேற்பரப்பு சமதளம் போன்ற தொகுதித் தரக் குறைபாடுகள் ஏற்படுகின்றன.
2. தொழில்முறை உகந்த வடிவமைப்பு திட்டம்
வாடிக்கையாளரின் மூலப்பொருள் பண்புகள், தயாரிப்பு கட்டமைப்பு அளவுருக்கள் மற்றும் ஆன்-சைட் உற்பத்தி நிலைமைகள் ஆகியவற்றுடன் இணைந்து, Yongte பொறியியலாளர்கள் பின்வருமாறு விரிவான தொழில்நுட்ப தீர்வுகளுடன் டை அமைப்பு, ஓட்டம் கட்டுப்பாடு, இழுவை வெட்டுதல் மற்றும் துணை கடத்தல் அமைப்புக்கான இலக்கு தனிப்பயனாக்கப்பட்ட வடிவமைப்பை மேற்கொண்டுள்ளனர்:
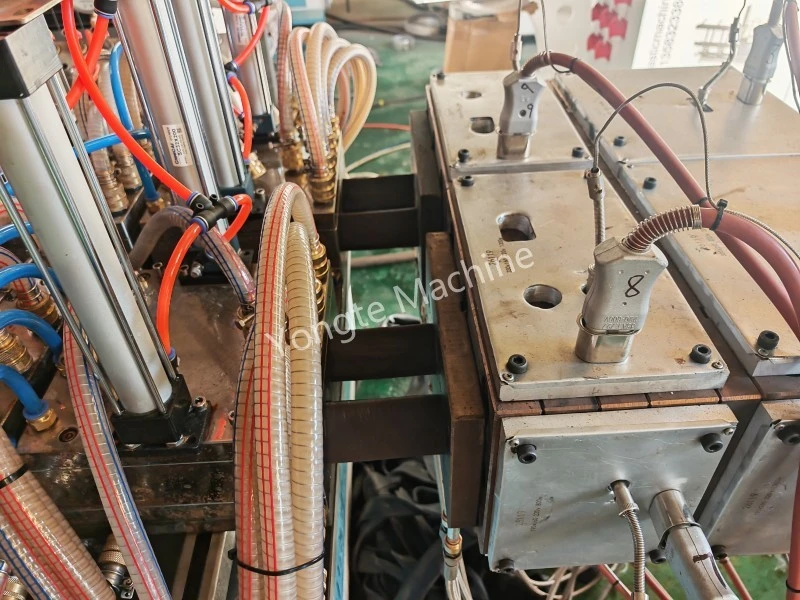
2.1 டியூவல் டை உடல் அமைப்பு சுதந்திரமான வெப்பநிலை கட்டுப்பாட்டுடன்
அசல் ஒருங்கிணைந்த நான்கு-குழி இறக்க உடல் உகந்ததாக உள்ளது aஇரட்டை சுயாதீன இறக்க உடல் அமைப்பு, ஒவ்வொரு இறக்கும் உடலும் இரண்டு வெளியேற்ற துவாரங்களுடன் பொருத்தப்பட்டிருக்கும். இரண்டு செட் டை உடல்கள் கட்டமைப்பு வடிவமைப்பு மற்றும் வெப்பநிலை கட்டுப்பாட்டு அமைப்பில் முற்றிலும் சுயாதீனமானவை. ஒவ்வொரு இறக்கும் உடலும் ஒரு சுயாதீன வெப்பமூட்டும் தொகுதி மற்றும் வெப்பநிலை கட்டுப்பாட்டு அலகுடன் கட்டமைக்கப்பட்டுள்ளது, இது தனித்தனி துல்லியமான வெப்பநிலை சரிசெய்தல் மற்றும் நிலையான வெப்பநிலை கட்டுப்பாட்டை உணர முடியும். இந்த வடிவமைப்பு ஒருங்கிணைந்த இறக்க வெப்பநிலை விலகல் காரணமாக ஏற்படும் சீரற்ற உருகும் திரவத்தன்மையின் சிக்கலை திறம்பட தீர்க்கிறது, ஒவ்வொரு குழியின் பிளாஸ்டிக் உருகும் நிலையை மூலத்திலிருந்து உறுதிப்படுத்துகிறது மற்றும் வெவ்வேறு இறப்பு உடல்களுக்கு இடையிலான வேக வேறுபாட்டின் அடிப்படை காரணத்தை நீக்குகிறது.

2.2 சிங்கிள் டை பாடிக்கான சுயாதீன ஓட்டம் சரிசெய்தல் பொறிமுறை
ஒவ்வொரு சுயாதீன இறக்கும் உடலும் ஒரு சிறப்பு ஓட்ட சரிசெய்தல் நட்டு சாதனத்துடன் பொருத்தப்பட்டிருக்கும். சிறிய ஓட்ட வேறுபாடுகள் மற்றும் அசெம்பிளி பிழைகள் காரணமாக ஒரே ஒற்றை இறக்கும் உடலினுள் உள்ள இரண்டு துவாரங்களின் வேக விலகலுக்கு, ஓட்டம் சரிசெய்தல் நட்டு மூலம் ஆன்-லைன் நேர்த்தியான சரிசெய்தலை உணர முடியும். ஒரு குழியின் உருகும் உணவு ஓட்டத்தை துல்லியமாக சரிசெய்வதன் மூலம், ஒரே இறக்கும் உடலில் உள்ள இரண்டு குழிகளின் வெளியேற்ற வேகத்தை முழுமையாக ஒத்திசைக்க முடியும், குழி வேகத்தின் மைக்ரோ-லெவல் அளவுத்திருத்தத்தை உணர்ந்து, அதே குழுவில் உள்ள ஒவ்வொரு குழியின் வேகத்தையும் வெளியேற்றும் சீரான தன்மையை உறுதி செய்கிறது.
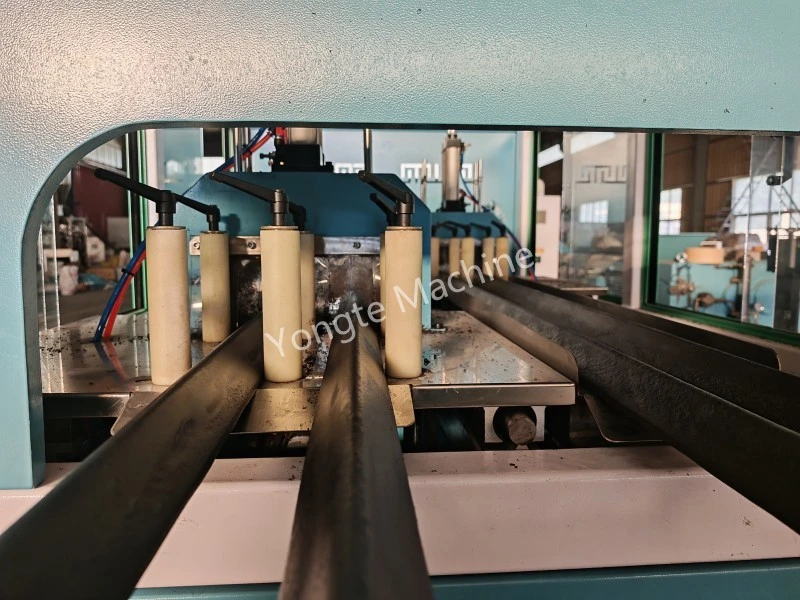
2.3 இரட்டை சுயாதீன இழுவை வேகக் கட்டுப்பாட்டு அமைப்பு
டியூவல் டை பாடி மற்றும் டபுள்-குரூப் கேவிட்டி லேஅவுட் ஆகியவற்றுடன் பொருந்தக்கூடிய வகையில் இரட்டைத் தனித்த இழுவை அமைப்புக்கள் கட்டமைக்கப்பட்டுள்ளன. நான்கு துவாரங்களை ஒரே நேரத்தில் இயக்கும் பாரம்பரிய ஒற்றை இழுவை பயன்முறையிலிருந்து வேறுபட்டது, இரண்டு செட் இழுவை உபகரணங்கள் தனித்தனி வேகக் கட்டுப்பாட்டு நிரல்களுடன் சுயாதீனமாக இயங்குகின்றன. இந்த அமைப்பு இரண்டு-குழி சுயவிவரங்களின் இரண்டு குழுக்களின் இழுவை வேகத்தை இரண்டு இறக்கும் உடல்களின் உண்மையான வெளியேற்ற வேகத்திற்கு ஏற்ப சுயாதீனமாக சரிசெய்ய முடியும், வெளியேற்ற வேகம் மற்றும் இழுவை வேகத்தின் மாறும் பொருத்தத்தை உணர்ந்து, ஒத்திசைவற்ற இழுவையால் ஏற்படும் சுயவிவர நீட்சி, சுருக்கம் மற்றும் பரிமாண விலகலைத் தவிர்த்து, மேலும் நான்கு வேக நிலைத்தன்மையை மேலும் உறுதிப்படுத்துகிறது.

2.4 சுயாதீனமான நிலையான-நீள வெட்டு அமைப்பு
இரட்டை-குழு வெளியேற்றம் மற்றும் இழுவை அமைப்புடன் தொடர்புடையது, தனித்தனி நிலையான நீள வெட்டு அறுவை சிகிச்சைக்கு இரண்டு செட் சுயாதீன வெட்டு அமைப்புகள் பொருத்தப்பட்டுள்ளன. ஒவ்வொரு கட்டிங் சிஸ்டமும் இயங்கும் வேகம் மற்றும் அதனுடன் தொடர்புடைய சுயவிவரக் குழுவின் ஃபீடிங் ஸ்ட்ரோக்கை சுயாதீனமாக கண்காணித்து பொருத்துகிறது. சுயாதீன வெட்டுக் கட்டுப்பாட்டு முறையானது, சிறிய வேக வேறுபாடுகளுடன் சுயவிவரங்களை ஒன்றிணைப்பதால் ஏற்படும் வெட்டுப் பிழை மற்றும் நீள முரண்பாட்டை நீக்குகிறது, ஒவ்வொரு குழி சுயவிவரத்தின் நிலையான நீள வெட்டு துல்லியத்தை உறுதி செய்கிறது மற்றும் தயாரிப்பு தகுதி விகிதத்தை மேம்படுத்துகிறது
2.5 மேட்சிங் தானியங்கி கன்வேயிங் மற்றும் ஸ்டாக்கிங் சிஸ்டம்
இரண்டு செட் சுயாதீன கடத்தல் மற்றும் குவியலிடுதல் ரேக்குகள் கட்டமைக்கப்பட்டுள்ளன, அவை இரட்டை வெட்டு அமைப்புகளுடன் துல்லியமாக பொருந்துகின்றன. வெட்டு உபகரணங்களால் நிலையான நீள வெட்டு முடிந்ததும், அனுப்புதல் மற்றும் குவியலிடுதல் உபகரணங்கள் தானாகவே பொருள் பெறுதல், அனுப்புதல் மற்றும் தொடர்புடைய சுயவிவரக் குழுவின் வேலைகளை முடிக்கும். கடத்தும் அமைப்பின் ஒத்திசைவான மற்றும் சுயாதீனமான செயல்பாடு, பல்வேறு குழி சுயவிவரங்களின் ஒத்திசைவற்ற வேகத்தால் ஏற்படும் பொருள் குவிப்பு, வெளியேற்றம் மற்றும் கடத்தல் குழப்பத்தைத் தவிர்க்கிறது, முழு உற்பத்தி வரிசையின் சீரான மற்றும் தொடர்ச்சியான செயல்பாட்டை உறுதி செய்கிறது, மேலும் தானியங்கு மற்றும் ஒழுங்கான உற்பத்தியை உறுதி செய்கிறது.

3. தொழில்நுட்ப நன்மைகள் மற்றும் உற்பத்தி விளைவுகள்
மேலே உள்ள முறையான தனிப்பயனாக்கப்பட்ட வடிவமைப்பு மூலம், பிளாஸ்டிக் சுயவிவர உற்பத்தியில் சீரற்ற நான்கு-குழி வெளியேற்ற வேகத்தின் சிக்கல் முற்றிலும் தீர்க்கப்படுகிறது. டூயல்-டை இன்டிபென்டெண்ட் டெம்பரேச்சர் கன்ட்ரோல் + சிங்கிள்-குரூப் ஃப்ளோ ஃபைன் அட்ஜஸ்ட்மென்ட் + டூயல் இன்டிபெண்டன்ட் டிராக்ஷன் மற்றும் கட்டிங் சிஸ்டம் முழு-இணைப்பு வேக அளவுத்திருத்தம் மற்றும் ஒத்திசைவான கட்டுப்பாட்டு அமைப்பை உருவாக்குகிறது. இத்திட்டம் பின்வரும் குறிப்பிடத்தக்க நன்மைகளைக் கொண்டுள்ளது: முதலாவதாக, அது உருகும் ஓட்டம் மற்றும் வெப்பநிலையின் மூலக் கட்டுப்பாட்டை உணர்ந்து, வெளியேற்றத்தின் ஆரம்ப வேக வேறுபாட்டை நீக்குகிறது; இரண்டாவதாக, நான்கு துவாரங்களின் நீண்ட கால ஒத்திசைவான செயல்பாட்டை உறுதி செய்வதற்காக உற்பத்தி செயல்பாட்டில் வேகத்தின் மாறும் நேர்த்தியான சரிசெய்தலை இது உணர்கிறது; மூன்றாவதாக, பொருந்தக்கூடிய தானியங்கி துணை அமைப்பு உற்பத்தி நிலைத்தன்மை மற்றும் முடிக்கப்பட்ட தயாரிப்புகளின் நிலைத்தன்மையை மேம்படுத்துகிறது.
ஆன்-சைட் உற்பத்தி சரிபார்ப்புக்குப் பிறகு, இந்த உகந்த வடிவமைப்பு நான்கு-குழி சுயவிவரங்களின் பரிமாண சகிப்புத்தன்மையையும் உருவாக்கும் குறைபாடு விகிதத்தையும் திறம்பட குறைக்கிறது, ஒட்டுமொத்த உற்பத்தி நிலைத்தன்மையையும் உற்பத்தித் திறனையும் மேம்படுத்துகிறது, மேலும் பல்வேறு பிளாஸ்டிக் சுயவிவரங்களின் நீண்ட கால மற்றும் அதிக அளவு தரப்படுத்தப்பட்ட உற்பத்திக்கு ஏற்றது.

தொடர்புடைய செய்திகள்
- 4 கேவிட்டி ப்ளாஸ்டிக் ப்ரொஃபைல் உற்பத்தி வரி வெற்றிகரமாக இயக்கப்பட்ட பிறகு ஜோர்டானுக்கு விநியோகம்
- மர-பிளாஸ்டிக் கலவையான கதவு மேற்பரப்புகளின் மஞ்சள், கோடுகள் மற்றும் உடையக்கூடிய விரிசல் ஆகியவற்றுக்கான தொழில்முறை தீர்வுகள்
- 4 கேவிட்டி மறுசுழற்சி செய்யப்பட்ட பிளாஸ்டிக் சுயவிவரத்தை வெளியேற்றும் இயந்திரம் 8 மீட்டர்/நிமிட அதிவேகத்தை அடையும்
- WPC Extruder உற்பத்தி சிக்கல்களுக்கான தீர்வு
- Yongte WPC இயந்திரத்தில் என்ன பொருளைப் பயன்படுத்தலாம்?
- கழிவு ஜவுளி மறுசுழற்சி உற்பத்தி வரி வெற்றிகரமாக சோதிக்கப்பட்டது
எனக்கு ஒரு செய்தி அனுப்பு











